12年生产经验
12年生产经验
专注钢格板产品研究
全国咨询服务电话
13131862005
12年生产经验
专注钢格板产品研究
13131862005
完整的生产线·精密的检测设备
应用广泛 精度稳定 纳污量大 自主研发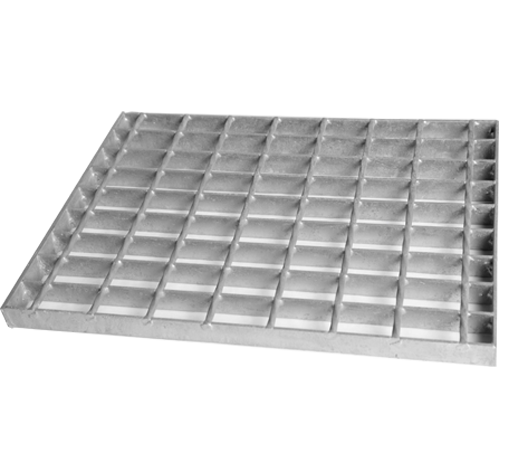
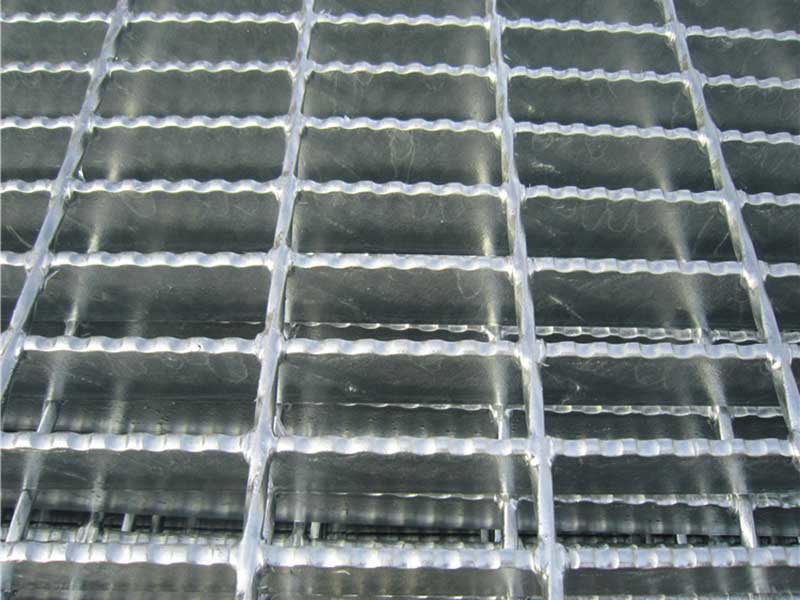
钢格板可采用手工电弧焊、熔化极气体保护焊、氩弧焊、电阻焊等方法进行焊接,下面就来介绍一种方法。

手工电弧焊钢格板
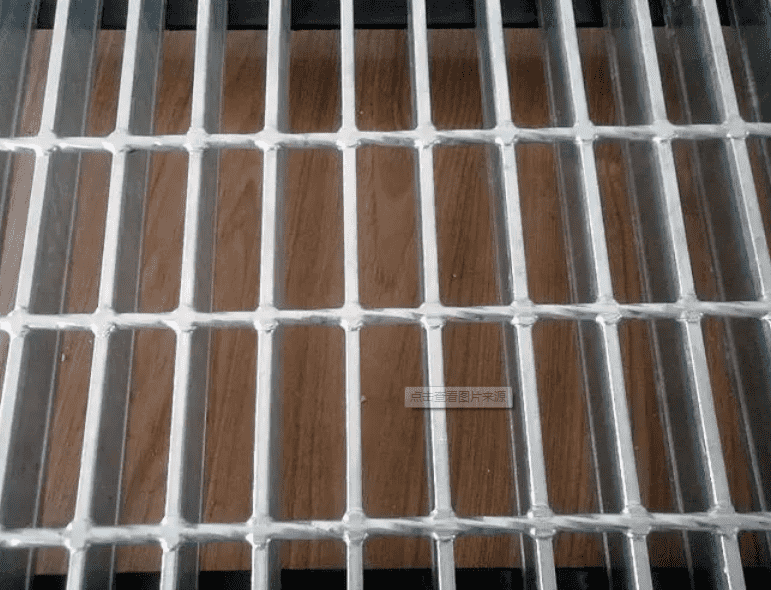
1) 钢格板焊前准备
为了降低焊接烟尘,防止钢格板焊接裂纹及气孔的产生,焊前应将坡口附近的锌层去除。去除方法可采用火焰烘烤或喷砂。坡口间隙应尽量控制在1.5~2mm内,工件厚度较大时,可放宽到2.5~3mm。

2) 钢格板焊条的选择
焊条的选择原则是焊缝金属的力学性能尽量与母材相近,而且焊条熔敷金属中含硅量应控制在0.2%以下。 采用钛铁矿型焊条、氧化钛型焊条、纤维素型焊条、钛钙型焊条和低氢型焊条焊接时所得到的接头强度均可达到满意的指标。对于低碳钢钢格板,应优先选用J421/J422或J423焊条。钢格板焊接时,尽量采用短弧,不要使电弧摆,以防止镀锌层熔化区域的扩大,保证工件的抗腐蚀性并降低烟尘量。

 扫一扫,关注我们
扫一扫,关注我们