12年生产经验
12年生产经验
专注钢格板产品研究
全国咨询服务电话
13131862005
12年生产经验
专注钢格板产品研究
13131862005
完整的生产线·精密的检测设备
应用广泛 精度稳定 纳污量大 自主研发
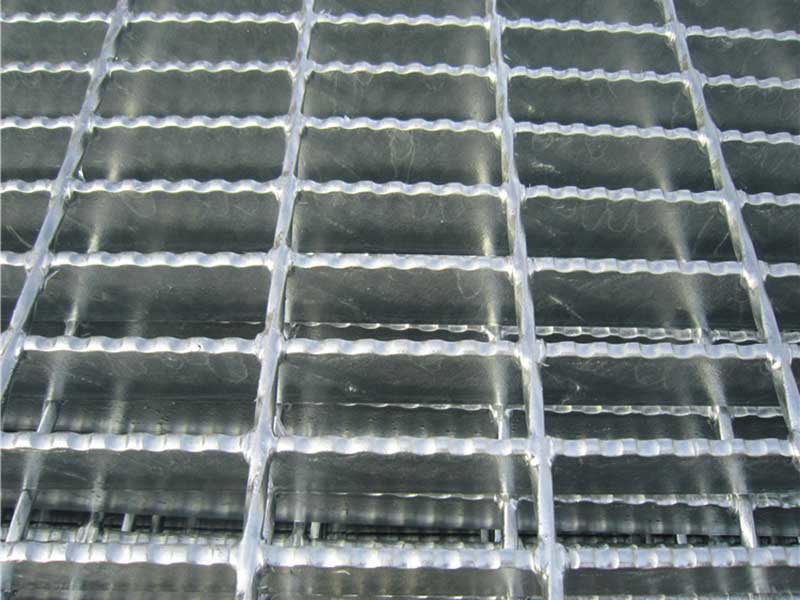
在不锈钢格栅板的制作过程中,焊接是一个至关重要的工序。然而,焊接过程中会出现变形现象,严重影响产品的质量和使用性能。控制不锈钢格栅板焊接变形的技术显得尤为重要。本文将围绕不锈钢格栅板焊接变形控制技术进行探讨,并介绍一些工程实践中的有效方法和技术措施。

1. 理解焊接变形的原因
焊接变形主要是由于焊接过程中热应力的不均匀分布导致的。在焊接时,焊缝的局部受热扩展,而与之相邻的部分则保持相对较冷的状态,造成温度差异引起的热膨胀和收缩,**终导致变形。对于不锈钢格栅板来说,厚度和焊接面积的不同,都会影响变形的程度。了解焊接变形的机理是控制变形的**步。
2. 焊接工艺的优化
焊接工艺的选择直接影响变形的控制效果。一般而言,正确的焊接顺序和工艺参数设置能够有效减小焊接变形。以下是一些常用的工艺优化措施:
焊接顺序:尽量采用对称或交替焊接的方法,这样可以**程度地平衡热量分布,降低变形风险。
焊接速度:合理调整焊接速度能够降低焊缝的温升,减少热影响区的应力集中。
焊接温度:控制焊接的预热温度和后热处理效果,能够有效减少变形。
通过在实际工程中对焊接技术参数的调整,可以在很大程度上降低变形的出现,提高格栅板的整体质量。
3. 辅助焊接设备的使用
在焊接不锈钢格栅板时,可以采用一些辅助设备来控制和减少变形。例如:
焊接夹具:设计合理的焊接夹具能够有效固定待焊工件,防止在焊接过程中因热应力而产生的变形。
冷却装置:在焊接后,可以采用定时冷却的方法,通过在焊接区域施加水或空气冷却,提高焊接件的冷却速度,减小热对流应力的影响。
这些辅助措施对于控制焊接变形具有显著的效果,能够提高焊接的稳定性。
4. 应力消除技术
在焊接完成后,采取适当的应力消除方法是控制变形的重要手段。常见的应力消除方法包括:
热处理:在焊接之后进行热处理,可以通过加热和缓慢冷却来消除焊接过程中产生的内应力,降低变形的可能性。
机械矫正:对焊接后产生的轻微变形部分进行机械矫正,如利用压力设备进行拉伸或压缩,达到纠正的目的。
在实际工程中,综合运用以上技术措施,可以在一定程度上保证不锈钢格栅板的焊接质量,减少焊接变形的影响。
5. 现场管理与控制
在焊接过程中,现场的管理同样重要。实施严格的焊接过程监控和检验,能够确保焊接操作的规范性,及时发现并纠正焊接过程中产生的变形问题。工人焊接技能的培训也是不可忽视的环节,提高其焊接技巧可以有效降低操作不当所引发的变形风险。
不锈钢格栅板焊接变形控制技术的工程实践是一个综合性的系统工程,涉及焊接工艺、辅助设备、应力消除技术及现场管理等多个方面。通过不断的实践和技术改进,我们能够更有效地控制焊接变形,确保不锈钢格栅板的质量和使用性能。

 扫一扫,关注我们
扫一扫,关注我们